
April 25, 2021
BRUCE SHULL
–––––––––––––––––––––––––––
Casting Pipe Metal on Sand

April 25, 2021
BRUCE SHULL
–––––––––––––––––––––––––––
Casting Pipe Metal on Sand
Workers at Paul Fritts and Co. casting pipe metal on sand.
Workers at Paul Fritts and Co. casting pipe metal on sand.
Introduction
Throughout the history of the pipe organ there have been countless new innovations and developments. Some have significantly improved the instrument while others have simply pointed it in new directions. Sometimes those new directions have eventually led to a return to an earlier state with the idea of re-creating something that may have been lost over time.
Nearly forty years ago, William Porter, who was at the time associate professor of organ and harpsichord at the Oberlin Conservatory of Music, wrote an article for the February 1982 edition of The Diapason, which described the new meantone-tuned Fisk organ at Wellesley College and makes mention of three other new historically-inspired organs. Alongside his description of the new Fisk organ, Prof. Porter noted that 1981 marked “the sixtieth anniversary of the building of the now-legendary “Praetorius organ” by Oskar Walcker at the University of Freiburg (Breisgau).” He further observes, “this instrument was probably the first attempt by an organbuilder to make an organ specifically designed to play the music of an earlier time.”

2021 brings us to the hundredth anniversary of the creation of this then-revolutionary organ. Over the years and decades since its construction, new organs have been built that have gradually picked up on more and more of the attractive aspects of the surviving and now newly restored antique organs. These features include the obvious such as mechanical key and stop actions and casework, first being made of veneered plywood but eventually of solid woods and even later including moldings and carvings. Charles Fisk was an early proponent of “living wind” employing wedge-shaped bellows into his organs. John Brombaugh built the first modern organ in the United States to employ an unequal temperament (Werckmeister III) and included hammered-metal pipework. “Suspended” playing action where the manual keys are pivoted at their tails and the keys hang from the pallet valves in the windchest via the trackers, was also re-introduced. John also began to cast his pipe metal in-house using an alloy of lead based upon analysis of pipe metal from a couple of façade pipes from an organ built in 1540 by Hendrik Niehoff for Schoonhoven in the Netherlands. The analysis of the ancient pipe metal showed a lead content of nearly 99% with a small amount of tin and trace amounts of other elements including copper, antimony, bismuth and arsenic among others. This metal formed the basis of the “vocale” sound found in Brombaugh’s organs that closely mimicked the sound of the ancient organs of Rysum, Oosthuizen and Krewerd. All of these steps along the way were intended to build better and more musical organs rather than simply making them play specific literature.
As more of the old European organs were restored, the quality of the restorations, by and large improved. It became apparent that there were advantages to having multiple bellows for the wind systems. New organs were built that included multiple bellows and some were even able to be hand-pumped. Having several bellows simultaneously filled with air has a steadying effect on the wind while still allowing it to “breathe”. These “re-discoveries” were aimed at improving the quality of the new organs that incorporated them.
Throughout the latter half of the twentieth century, organ voicers became more and more adept at emulating the sound characteristics observed in the best examples of historic organ pipework. There is a liveliness to the sound of the old organs that is immediately apparent and captivates one’s attention. It suits and enhances the music that was contemporary to the time of the building of the instruments and works surprisingly well in many cases in more modern music. When modern voicers capture that liveliness in their new work, it serves both the repertoire and also engages the listener and/or supports singing in very pleasing ways.
As a further step along the way toward building ever more interesting and higher quality organs, organbuilders continue to notice and to re-employ old forgotten or abandoned but nevertheless useful techniques. Such is the case with casting pipe metal on a sand bed.

Several European organ workshops have utilized sand casting for restoration work or other “special” projects. The GOArt Baroque Organ Project in Göteborg, Sweden in 1999 used sand- cast alloys in the re-creation of a Schnitger-style organ for the Nya kyrka. This sand-cast metal may well account for a significant portion of the instrument’s sound, which is closely related to that of the Schnitger organs from which it was patterned. Great effort was expended in reproducing the techniques that had been lost over time for casting the metal on a sand bed. An extensive account was written by Peter Svensson and Milan Friesel entitled, “Influence of Alloy Composition, Mechanical Treatment and Casting Technique on Loss Factor and Young’s Modulus of Lead-Tin Alloys” published in 1999 by Chalmers University of Technology. The reader is directed to this publication for more scientific information on this topic.
The Sand-Casting Process

The casting of pipe metal on a bed of sand had been largely abandoned as an organ building practice by the mid-eighteenth century. The more modern approach then became to cast the metal sheets on a stone table covered with fabric. There are numerous advantages to this method. First of all, sand casting is quite messy — the sand sticks to the bottom side of the metal sheets and finds its way around the casting area and is constantly under foot. Brushing off the sand from the metal sheets spreads it further, so a degree of effort is required to sweep up the area frequently. Secondly, because some sand adheres to the bottom of the metal sheet, the surface of the sand bed needs to be restored after each sheet is cast. One of the primary advantages of the sand is that it draws the heat from the molten metal very quickly. The sand does, however, absorb that heat and warms significantly with repeated castings. The sand also needs to have oil added to it as a binder. When the sand becomes warm enough, the metal does not cool quickly enough, and the oil also is absorbed or becomes burned. At that point a layer of the sand needs to be removed from the sand box and replenished with fresh sand and oil. Needless to say, this all takes time, so casting on sand is somewhat slower than casting on cloth covered stone.
Sand-cast pipe metal has a small amount of sand that finds its way into the metal, which can cause scraping and voicing tools to become dull much more quickly than stone-cast metal, though this is not a significant problem.
The pipe shops of Jürgen Ahrend in Germany, Flentrop Orgelbouw in the Netherlands, among others have also employed sand casting for special projects. The Flentrop company utilized sand-cast metal throughout for their landmark reconstruction/restoration of the great organ for St. Katharina Kirche in Hamburg in 2013. They report that the learning curve was rather steep at first, but they established a process that became consistent enough for them to produce all the metal for this large organ with sand casting. Here is a video (Dutch with English subtitles) from the Flentrop shop where they discuss the process:
It was through firsthand experience with the final onsite voicing of the pipework for the Hamburg Flentrop organ that organ builder Paul Fritts and this author gained experience with the advantageous tonal possibilities presented by the sand-cast metal. We were offered the opportunity to assist in the finish voicing of the organ and happily accepted the challenge. Both Paul and I returned to our workshop in Tacoma, Washington after a combined total of eight weeks working in Hamburg, convinced that there was indeed something more than just hype to the claims we had heard that pipes made from sand-cast metal exhibit unusual qualities when it comes to voicing. The pipes seem to spring to speech more quickly than pipes made from metal cast on a stone table. At the same time, the speech has a “softer” edge and it seems less explosive. The continuing sound has more color and is more interesting. The rapid cooling of the metal on the sand causes crystal structures that form within the metal, which are much smaller than casting on stone. This seems to be very important to the behavior of the metal in the pipes. That smaller lattice structure within the metal has an effect on the way the pipes behave. The rapid cooling causes the metal to develop a unique sort of hardness – even in metal with a high percentage of lead. There seems to be a harder “crust” on the metal surface while the interior of the metal is somewhat “rubbery”.
The behavior of the sand cast metal may be somewhat analogous to recent discoveries in flash- freezing vegetables and seafood — the flash freezing process prevents the ice crystals that form within the food as it freezes from becoming too large and thereby destroying the cell structure of the food. This maintains the fresh taste of the food. There seems to be some way that sand casting helps produce a “freshness” in the sound.
The Fritts workshop decided to invest time and effort in trying out this sand-casting process to see what could be learned. The pipe makers, while initially somewhat skeptical, took on the project as a challenge and were determined to see it through. The bonds forged with the Flentrop firm during the Hamburg installation have been greatly appreciated and put to good use during this process. Our friends at Flentrop, including Frits Elshout, Erik Winkel, and the pipe shop personnel were most helpful in providing drawings of their sand table and casting box, and giving helpful advice on casting temperatures and other details.
Levelling and packing the sand bed.
The equipment for sand casting is not complicated to make. The sand enclosure is a large rectangular wooden box with bolts across its width to prevent the sand from spreading the box. There are gutters along the sides to catch sand that spills over during the packing and leveling process. There is also a catch basin at the far end to capture the excess molten metal, which is then returned to the melting pot. Steel rails are attached to the long sides of the sand box on which the casting box travels. The casting box itself contains the molten metal and allows a stream of metal to escape from its trailing edge as the box is slid down the length of the sand box. The slit at the lower rear edge of the box is adjustable to produce various thicknesses of metal.

As can be seen in this video, the molten metal freezes into a solid sheet very quickly behind the casting box:
Sand casting a sheet on sand – note the rapid cooling behind the casting box.
The same melting pot or cauldron is used to melt the metal for either sand or stone table casting. It is gas-fired and keeps the metal at a predetermined temperature.
The nature of the casting process is such that the resulting sheet of metal has a natural taper to its thickness. Observations and measurements of antique pipework together with practical experience has shown that organ pipes perform better structurally over time (less metal fatigue and “creep”) when the material at the top of the pipe is substantially thinner than at the mouth and foot. Speeding up the movement of the box as it travels down the track produces a thinner sheet at the end than at the start. As the metal escapes from the box, then, the weight of the remaining metal becomes increasingly lighter, which too contributes to a thinner sheet at the far end. It is also possible to slow down the box’s travel to the point that a reverse curve can be made in the metal sheet where it is thicker at the far end.
Packing the sand properly and getting just the right amount of oil binder mixed in is crucial to the success of the sand-casting process. While it seems that olive oil was traditionally used for pipe metal casting in Europe, experience quickly showed that peanut oil was a better binder material due to its higher smoke and flash temperatures (232°C /450°F for peanut versus 210°C/410°F for virgin olive oil). A mix of seven to eight ounces of peanut oil per five gallons of sand has proven to be a good mix for both its binding characteristics and in holding up well even up to the high casting temperatures of high lead content pipe metal. The Fritts shop uses two alloys, one of high lead percentage with trace elements added for strength and a 95% tin alloy, also with trace elements added. The lead alloy is poured into the casting box at about 325.5°C/618°F and the tin at about 218°C/425°F.
The starting/filling position of the casting box presents problems related to the sand bed. With only sand beneath the box, pouring the molten lead/tin alloy into the box can compress the sand to the point that it will flood out behind the box. To prevent this, fire bricks or some other hard surface can be embedded below a very thin layer of sand right under the starting point of the casting box. The box is held down and backs up against a stop board which prevents the molten metal from running out the rear of the box while it is being filled.
The sand can be packed into place by running the casting box down the length of the sand bed a number of times. Excess sand with its oil binder is piled up in front of the box first. The leading edge of the box is curved in such a way that it both plows away the excess sand and also forces some of it to pass beneath the box leveling the surface and packing it into place.
Shortly after the metal sheet has cooled on the sand, it can be trimmed to rough length and removed from the sand surface, turning it over at the same time. A certain amount of sand adheres to the underside of the sheet and is then brushed away. At that point, thickness measurements are taken and recorded on the sheet to determine how it fits into the schedule of needed material. Adjustments can be made as necessary for subsequent sheets to fill in gaps in needed thicknesses and tapers. The next two videos show removing and turning the cooled metal sheet, followed by brushing the sand off the back of the sheet:
Removing and turning the cooled metal sheet.
Brushing sand from underside of metal sheet.
The as-cast surfaces of the metal sheets are quite smooth on top and rather rough on the bottom. In the case of the 95% tin alloy used for façade pipes, the sand side of the metal is scraped by hand to smooth out and remove most of the roughness. The upper side of the sheet can then be scraped to the desired façade finish. For the lead alloy and the large pipes inside the case and reed resonators which are also made of the high tin alloy, hammering is the treatment of choice. It has been established that pipe makers of the past hammered their pipe metal, possibly in part to smooth the surfaces. High lead content alloys by nature freeze into solid sheets with a rather open molecular structure. It can be easily demonstrated that a small pool of oil placed on the un-hammered surface of a lead sheet will bleed through the metal in less than an hour. Hammering the metal closes up the spaces between the molecules in the sheet without imparting any lasting hardening of the metal nor destroying the crystal structures within the metal. The same oil test performed on hammered lead will show that the oil will no longer leak through the metal. High tin content pipe metal does not freeze solid in such an “open space” state. Hammering it has less effect in thinning the metal but still provides a smooth surface and gets rid of the rough sand surface. Compare the difference between the metal prior to hammering (left) and afterward (right):
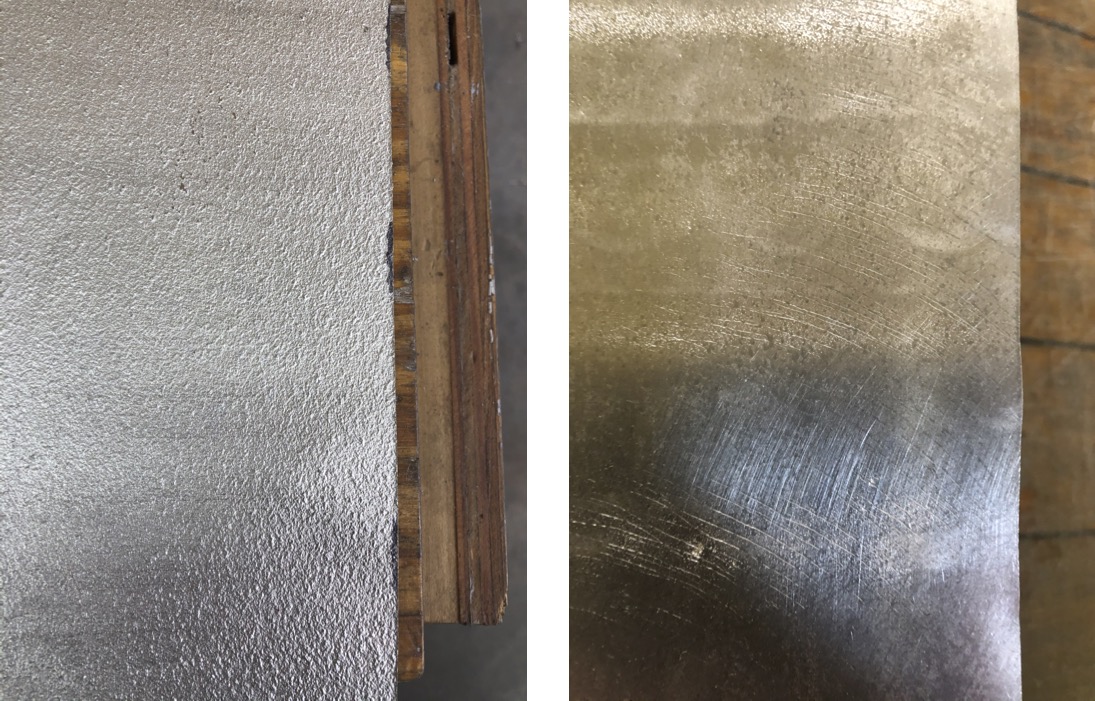
Hammering a tin sheet.
Actual construction of the pipes from the prepared sand cast metal is no different than with metal cast on a stone table. As mentioned before, there is the added tendency for sand inclusions in the metal dulling cutting and scraping tools.
Voicing Pipes Cast in Sand
Voicing the sand cast pipes requires a few changes in techniques. The pipes behave the best when they are rather open at their windways. This allows the scales of the pipes to be most effective. When the flues can be open, volume adjustments are largely unnecessary other than some small amounts of flue regulation here and there. A counter bevel on the front edge of the languids is quite frequently found in antique pipework; today this can be achieved simply by abrading the front edge of the languid with a simple brass file with cross hatching scribed into one surface. The inside edge of the lower lip should remain smooth and must have a burr-free inside edge. After straightening and aligning the upper and lower lips, the languids are tapped down until the proper “overblow” characteristic is reached where the pipe will overblow to its octave with additional breath pressure and then slide solidly back to its fundamental pitch when the breath pressure is reduced. It may be that voicing styles that utilize nicking of the languid front edge will produce tonal results that are not very different between sand-cast and stone-cast pipe metal.
The tonal results of more than seven years of building and voicing sand cast pipes have been a great success. The sounds of recent Fritts organs have exceeded our expectations in virtually every respect. The organs have a solid and full sound with a very sweet character at the same time. There is a hint of breath in the sound due to the open windways and abraded languid fronts but the speech is immediate and yet gentle and the blend is superb. The speech is such that the voicers find themselves doing less “fussing” with the pipes and in fact, the pipes have taken much less time to finish on site. We know from historic church archives that many large organs were installed and finished tonally with very little time required (from records of payments to bellows pumpers) — perhaps the sand casting played a large part in this.
The pipe makers at the Fritts shop have honed the process to the point that they can now produce some 30 sheets of metal per day of sand casting. This compares to 35–40 sheets produced using the cloth-covered stone table. At this point the sand-casting process is not taking significantly longer. The end results are proving that there is a savings in the time required for voicing and tonal finishing so it is basically an even trade-off.
Ultimately it falls to each organbuilding firm to decide for themselves how they are going to build instruments. There are so very many variables involved in designing and building new organs. Some aspects simply have to be decided on the basis of practicality. It is best not to make artistic decisions based on economy alone, but unfortunately it always remains a factor.
One of the greatest dangers in operating an organbuilding business over many decades is that the very act of creating new instruments again and again can become more habitual than artistic. Clients expect us to create something new and “fresh” for them while at the same time making an instrument that will withstand the tests of time and changing tastes. It is always good to challenge the status quo and push the boundaries a bit from time to time.
The Fritts organ workshop is currently the only pipe organ manufacturer in the United States that is sand casting the metal for all of their pipes. The sand-casting process may be becoming a bit more common currently with some European organ builders, especially the Flentrop firm. Does it really make a difference? The reader is directed to the list below of the Fritts organs with sand-cast pipes. If possible, seek one out near you and listen to the sounds for yourselves.
| Opus 37 | Basilica, University of Notre Dame | South Bend, Indiana | 2016 | IV/69 |
| Opus 41 | First Presbyterian Church | Bloomington, Indiana | 2017 | II/36 |
| Opus 42 | First Lutheran Church | Lorain, Ohio | 2019 | II/37 |
| Opus 44 | Christ Chapel, Hillsdale College | Hillsdale, Michigan | 2019 | II/30 |
| Opus 46 | Chapel, Wesley Homes | Des Moines, Washington | 2020 | II/10 |
| Opus 47 | Agnus Dei Lutheran Church | Gig Harbor, Washington | 2020 | II/10 |
| Opus 48 | Residence organ | Somerset, New Jersey | 2020 | II/10 |
In construction and planned:
| Opus 43 | St. Thomas Episcopal Church | Terrace Park, Ohio | 2022 | II/32 |
| Opus 45 | Christ Chapel, Hillsdale College | Hillsdale, Michigan | 2021 | III/57 |
––––––––––––––––––––––––
All photos and videos by the author.
References
Ammen, C. W. The Complete Handbook of Sand Casting. Blue Ridge Summit, Pennsylvania: TAB Books, 1981.
Friesel, Milan and Peter Svensson. Influence of alloy composition, mechanical treatment and casting technique on loss factor and Young’s modulus of lead-tin alloys. Göteborg: Chalmers University of Technology, 1999, Report F99-04.
Porter, William. “The New Fisk Organ at Wellesley College.” The Diapason 867, No. 2 (February 1982).
Schröder, Dorothea. Eine Orgel für Bach in St. Katharinen. Hamburg: Stiftung Johann Sebastian, 2013.
Tracing the Organ Masters’ Secrets, The Reconstruction of the North German Baroque Organ for Örgryte Nya kyrka. Edited by Anders Carlsson, Hans Davidsson, Pamela Ruiter-Feenstra, Su Dunthorne and Joel Speerstra. Göteborg: GOArt Publications No. 2, 2000.
––––––––––––––––––––––––
The views and opinions expressed in this article are those of the author, and do not necessarily reflect the position of Vox Humana.